一、工厂物流现状与需求
自09年以来,受大的市场环境的影响,整个工厂管理关注重点一致倾斜向生产,对于仓储物流环节的关注力度较弱,导致仓储骨干人员流失严重,物流业务能力急剧下降,操作规范性基本缺失,整体物流现状趋于简单的物料搬运工作,线旁定置、工装标准基本成为摆设,工装周转器具规格不一,生产现场堆放有大量的纸皮、胶箱、仓储笼,现场“7S”状态混乱不堪。
通过系统实现叉车司机快速检索货品在生产现场的位置,同时通过明显的标识提示给司机,司机可以到指定的位置进行取货,流程从货品进入车间开始到做成成品运出生产现场。


仓储物流运作模式现状
二、项目概述
厂内物流定位管理系统是通过入库业务、出库业务、库位调拨和虚仓管理等功能,物料追踪、物料对应、库存盘点等功能综合运用的管理系统,有效控制并跟踪现场仓库业务的物流和成本管理全过程,实现完善的仓储信息管理。
通过它,可以为现场仓库作业全过程提供自动化和全面纪录的途径;改变传统上的固定货位,实现仓库库随机储存,从而最大限度利用仓容;提高发货的质量和正确性;为仓库的所有活动、资源和库存水平提供即时的正确信息;通过产品从入库到库存到出库整个过程的定位追踪,方便产品的检索查找。
一般具有以下几个功能模块:
①基本信息管理
②货物流管理
③信息报表
④收货管理
⑤拣选管理
⑥盘点管理
⑦移库管理
⑧后台服务系统
⑨出库管理
⑩系统接口对接
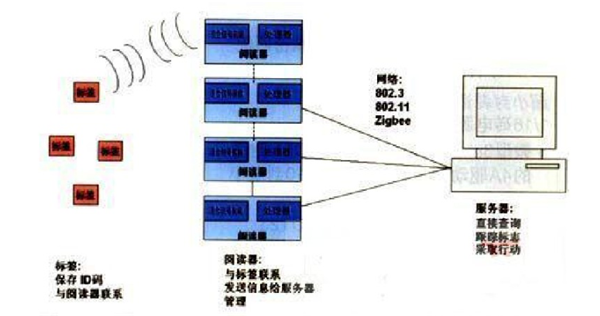
2.1 Rfid技术
射频识别(RFID)技术,是一种利用视频通信实现的非接触式自动识别技术。射频识别系统主要由RFID读写器和RFID电子标签组成。
电子标签记录约定格式的数据信息,应用中将其嵌入或附着在物品的表面,通过读写器进行识别和读写。
读写器读取标签中的信息并将其输入网络信息系统,与电子标签之间进行信息交换;读取电子标签中的数据信息或向电子标签中编程写入约定格式的数据信息;在应用软件和标签之间建立通信并且实现数据的交换。
RFID技术优点在于它不仅支持快速读写、非可视识别、移动识别、多目标识别、定位及长期跟踪管理,还具有读取距离大、数据加密、有效跟踪物体流动路径的优异性。近年来已成为自动识别技术的主要发展方向。
2.2实现目标
厂内物流定位管理系统是在现场管理体系中建立一条基于RFID技术的快速通道,实现快速定位,查找,自动记录货物移动管理。
系统以RFID中间件系统为支撑平台,由收货、入库、配装、盘点、出库、定位/调度等多个流程包组成。
各功能包既可以独立运行也可以平滑连接,形成一个完整的基础RFID自动识别技术的仓库管理系统。
通过RFID技术应用,加强对现场库存的智能化管理,完善管理机制,杜绝人为操控。系统实现人员管理、物品库存管理、领用交接记录等业务数据电子化,业务数据采集自动化,杜绝人为因素影响所造成的凭证伪造等现象,保证物品库存管理的安全性和准确性。

三、解决方案总统设计
3.1 系统功能框架设计
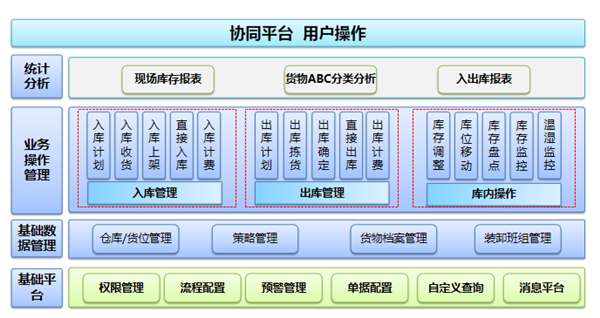
3.2系统技术架构体系
先进的系统基础架构,开放、可与其他系统集成,高效、稳定、成熟;
高度的可配置型,具备强大的二次开发能力,可适应本单位不断的发展变化,完善安全性和系统管理能力。
特点:
①面向SOA
②基于BS架构
③支持WEB2.0
④遵循J2EE规范
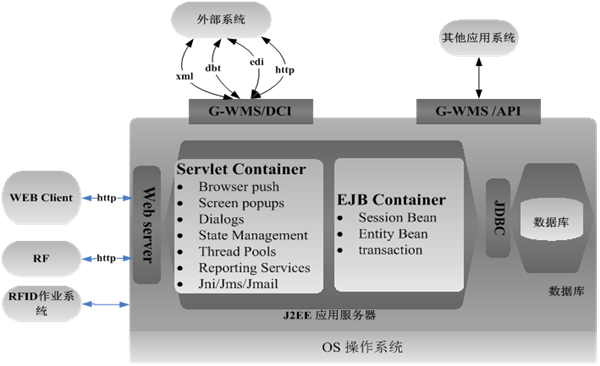
3.3 系统技术架构体系
3.4主要业务流程介绍
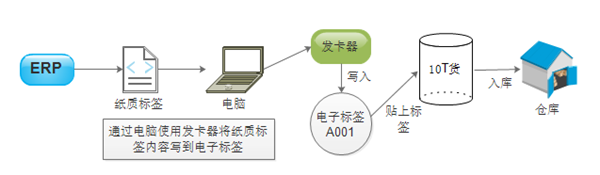
3.4.1 入库
货品按照计划需要进入母材仓之前,需要对货品进行赋码、贴标,通过系统把母材上的纸质标签与RFID拣选标签进行绑定,然后叉车司机把货品搬运到对应的库位上,RFID基站自动读取到货品的信息,同时把读取到的信息上传到后台,自动生成入库单。
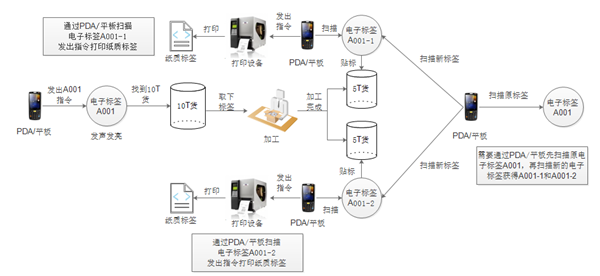
3.4.2 领用出库
货品领用加工生产,通过PDA/平板寻找RFID拣选标签,标签发送声光提示,司机运输对应的材料到线边仓;生产完毕,需要扫描原来的标签,再扫描新的RFID标签,进行绑定,如需生成制品的纸质标签, PDA/平板扫描电子标签之后驱动打印机打印。RFID拣选标签,初始化标签再循环利用。
3.4.3 库存盘点
管理员可以采用移动手持终端,对母材仓和线边仓的货品进行扫描盘点,实时读取在母材仓和线边仓物品标签信息,核对实时盘点数据与数据库中统计的仓储信息是否一致,实时生成盘盈盘亏表
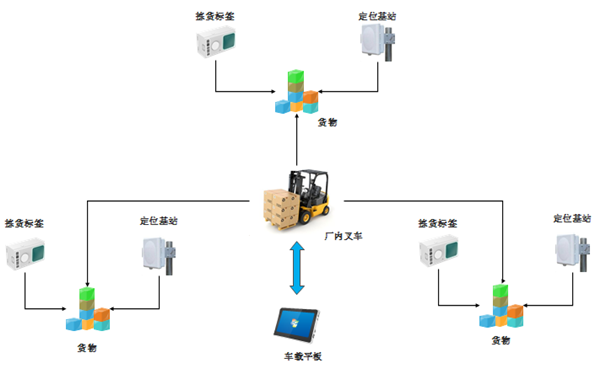
3.4.4 货物区域定位
叉车司机通过车载平板搜索对应的货品,RFID阅读器实时读取库中货品标签信息,控制中心根据阅读器传输的信息判断各个货物存放区域,再点亮拣货标签,进行报警闪灯,精准确定货品的存放位置。
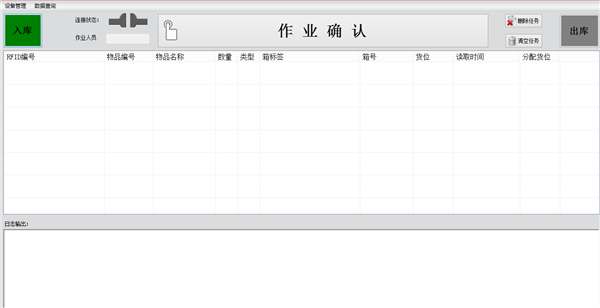
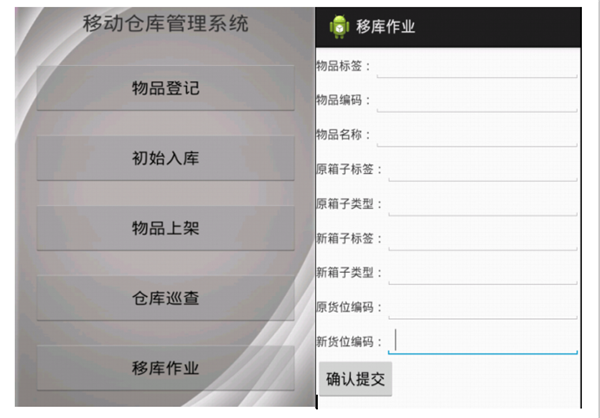
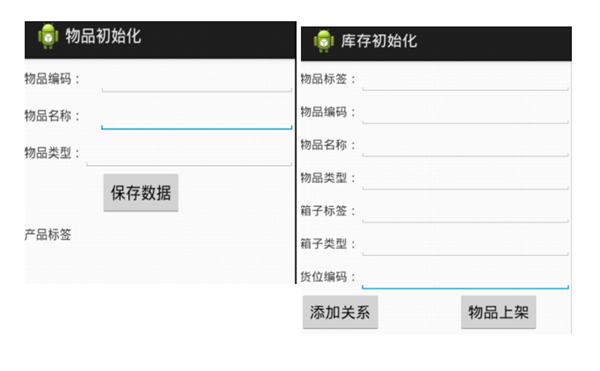
四、案例介绍
部分界面展示-RFID作业系统